在电力行业,为了加强行业服务意识,提高供电可靠性和操作安全性,广泛使用绝缘工具进行带电检修作业或操作,受潮和污染的绝缘工具会使绝缘性能下降,将严重危及检修、操作人员的生命安全。国家质量技术监督总局也明确了对绝缘操作工具、带电作业工具和绝缘防护工具的配套管理、使用,提出了严格的要求,因此,加强安全带电作业工器具存贮条件和管理,提供了一个温湿度相对稳定、取用方便的小环境,以达到绝缘工具防潮、防损、防尘的效果,确保绝缘带电作业工具的使用安全。
原有带电作业工具房使用红外灯泡烘烤、人工控制,存在着工具烘干后,潮湿空气不能自动排出,容易再次吸收空气中的水分而变潮湿的弊端。当然,最新全自动带电作业工具房温湿度自动控制系统,是将安全作业系统绝缘工具通过加温去湿使其干燥,使其达到恒湿目的。但工具房投资高,干燥过程较慢。智能安全工具柜,有效地解决了上述问题,得到广大欢迎。
安全工具柜性能特点
1、采用工业级的微电脑来处理传感器检测的温度、湿度数据,经过“模糊”智能控制算法处理,有效控制除湿及热风循环系统运行,达到抽湿(或驱湿)目的,同时保证柜内温度不至于过高;
2、工具从柜中取出使用不结露;
3、设置了独立于控制系统之外的超温保护装置,即使控制系统失灵,仍能保证柜内温度不超温而损坏保存的工具;
4、可自动或手动控制;
5、控制参数人工设置,温度设置不允许超过40℃,多重保护柜内的工器具不至因高温损坏;
6、同时显示柜内的温度和湿度,B型可同时显示柜外的环境温湿度;
7、具有通信接口,可实现网络化远程监控,使用户在远程监视工具柜内的温度湿度情况,并能实施远程控制;
8、可配网络化的绝缘工具管理软件,实现绝缘工具全生命周期的跟踪管理;
9、配有漏电保护器,保障人身安全。
10、多项专利设计,提供一个适宜的绝缘工具存放小环境,适应快速重复使用的需要;
11、柜内循环大风道(专利),以风道送风方式进行空气的强迫对流,快速造就一个温湿度均衡的小环境;
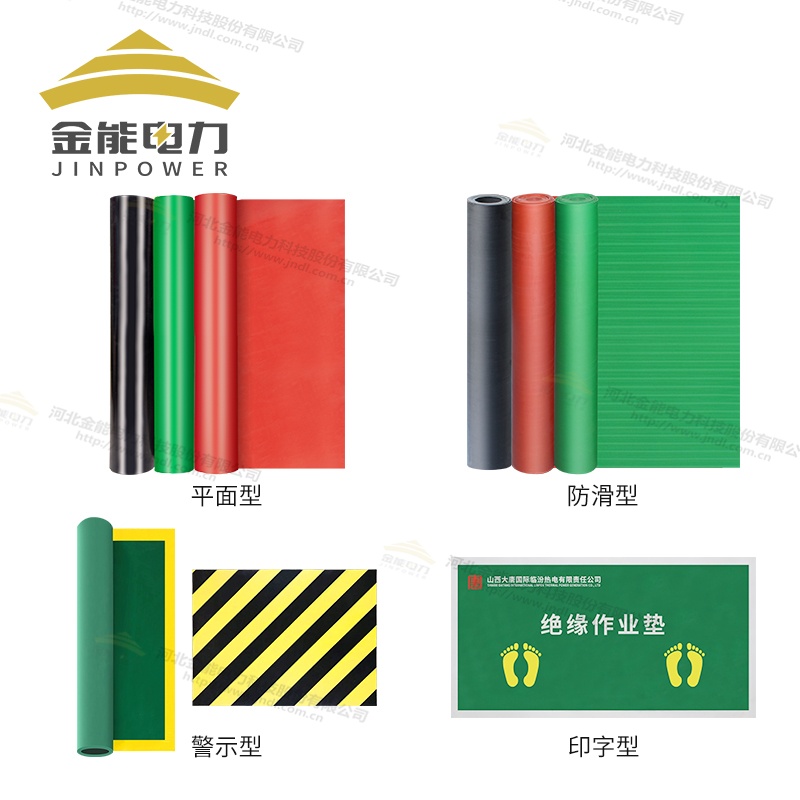
12、拼装式内部结构(专利),可同时存放绝缘杆、验电器、接地线、绝缘手套、绝缘靴等工具和用品,做到综合利用;
13、可旋转式挂物装置(专利),满足绝缘靴、绝缘手套倒挂的要求,同时可通过调节挂物杆的角度,适应不同挂物的需要;
14、对绝缘工具进行标识和分类管理,避免错拿、错放绝缘工具造成安全事故;
15、采用国内首创的抽湿系统(B型),十五分钟内便可将柜内相对湿度从90%降至40%,而柜内温度无需升高太多;
安全工具柜技能指标
1.除湿微加热体系:选用环保无压缩机除湿枯燥机,微电脑程控吸排湿循环、日本PTC陶瓷吸湿盘(可再生型高效物理吸附资料)强力除湿、过滤,除湿安稳,微加热,柜表里低温差,防止安全工用具受潮、凝露而引发的触电、闪络事端。
2. 微电脑操控:微电脑LED显现器,主动温湿度显现操控、守时操控,能一起收集、丈量柜内温度、柜内湿度、柜外温度、柜外湿度等数据,并显现在操控器面板上。
3.微电脑操控调理柜内温湿度,能在短时间(20分钟)疾速下降相对湿度(到达45%),优于《带电作业工具根本技能恳求与描绘导则GB/T18037-2000》恳求湿度不大于60%的规则。
4.具有安全防护功用:有超温越限报警和独立的超温断电功用,保证温度不超支。
5.具有通讯功用,柜内温湿度信息经过通讯接口传递到办理信息体系,施行数据的贮存与剖析。
6.任务环境规模宽:-20℃~45℃都能正常工作。 除湿量大:10升/天。
电源:220V/50HZ,额定功率:550W(高速运行时)。排水:软管接连排水。适用面积:5m2-30m2。
安全工具柜是如何生产的
第一步:剪板,利用进口设备,精密的测量尺寸之后进行剪裁切割,剪切零误差
第二步:折弯,第二道工序同样也是使用的进口设备,之所以使用整块钢板折弯而不是焊接就是为了保证控温除湿工具柜的密封性,更有效的控制工具柜内部的温度和湿度。
第三步:焊接,电焊师傅都是有多年实操经验的,可以很好的保证产品的美观度
第四步:磷化。
第五步:静电喷塑。
第六步:组装。控温除湿机与液晶显示屏线路连接,有机钢化玻璃安装,橡胶密封条的安装,这些都是不容小觑的细节。
第七步:成品检测。
第八步:包装。为了避免货物在长途跋涉中出现损坏,我公司特地将产品进行了双层保护,首先是选用1cm厚的泡沫板,这是第一层保护,第二层保护是纸箱包装。
安全工具柜工艺处理标准
除油、除锈处理工艺:
1、工件表面的油污、锈斑及氧化层、经化学法清除脱脂后,不应有油脂、浮浊液等污物,其表面应被水彻底浸湿。
2、酸洗后的工件,不应有目视可见的氧化物、锈斑等堕落现象,其表面应光采底子均匀。
磷化处理工艺:
1、磷化处理垂危采用清渍法进行。
2、磷化处理以锌钙的磷酸二氢盐为垂危成份溶液,经磷化槽液的配制、调处,按工艺流程哀求进行。
3、磷化后的工件,应采用勾当水彻底清洗,进步工件表面的清洗品格,同时采用热的铬酸溶液作封闭处理。
4、工件经磷化、水洗后,采用烘干机处理死板火线可喷塑。
5、经磷化处理后的工件与喷塑时间相隔一般不超过24小时。
 集团网站
集团网站